Automatic refill stations
Material-specific preparation, homogeneous consistency and continuous material supply
When used in fully automated manufacturing processes, automatic refilling stations ensure material-specific preparation for homogeneous material consistency and provide a continuous supply of materials to the material pressure tanks of the mixing and dosing system – without exposure or contamination of the products to be filled. Partially equipped with an automatic lifting device for more operating convenience and greater occupational and system safety. Production interruptions are therefore a thing of the past.
They are controlled by the mixing and dosing system with the help of monitoring by means of fill-level sensors in the material containers.
Controlled agitators with an adjustable speed range and a programmable timer ensure optimum homogenization of the reactive materials. For the ELEVATOR and BIG ELEVATOR refill stations, the agitator can be equipped with different agitating elements depending on the material.
Existing production plants can be retrofitted
Animation of Sonderhoff automatic refilling statoins

ELEVATOR
Automatic barrel-type refill station with lifting device and regulated agitator mechanism for liquid and thixotropic products (e. g. polyols)

SUPPLY TAP
Automatic barrel-type refill station for low-viscosity products (e. g. isocyanates)
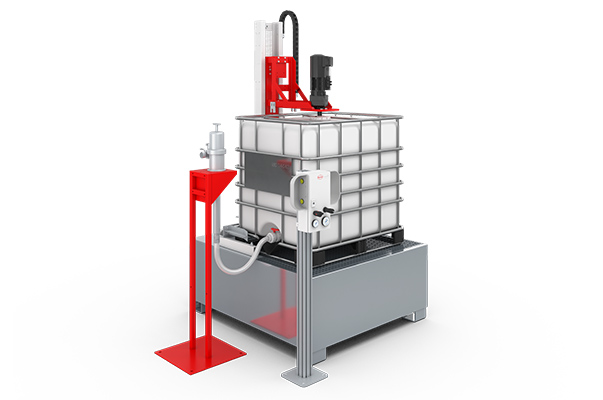
BIG ELEVATOR
Automatic container-type refill station with lifting device and regulated agitator mechanism for liquid and thixotropic products (e. g. polyols)
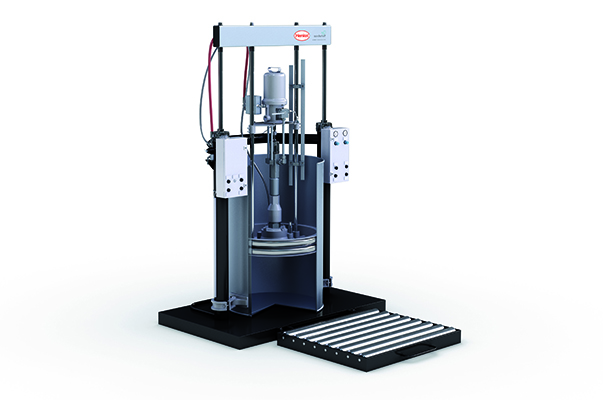
FPS
Automatic barrel-type pump station for 30 to 200 liter containers, with scoop piston pump, as twin-column lifting unit, for highly viscous / pasty materials
DESCRIPTION
- Column with drum lid lift, or alternatively with pump holder (ELEVATOR models)
- The drum lid lifting device is moved pneumatically. (ELEVATOR models)
- Optional material conditioning by means of an electric geared agitator with agitator shaft and agitator blade
- Agitator programming with clock timer built into the switch cabinet of the refilling station
- Pneumatic piston pumps or diaphragm pumps, adaptable
- Hose package for connection to the mixing and dosing system
- Drip tray with grating (option)
| Paint coating: | 2C textured paint RAL 7035 (light gray) / RAL 3020 (red) | ||
|---|---|---|---|
| Piston pump ratio: | from 5 : 1 to 10 : 1 from 10 : 1 to 55 : 1 (for the drum pumping station SONDERHOFF FPS) |
||
| Agitator speed: |
23 rpm (With the unregulated version) at 0.18 kW 20 - 150 rpm (With the regulated version) at 1.5 kW, |
||
| Connected load of the agitator: | 3 x 400 V, 50 Hz or 60 Hz, TN Network | ||
| Electric version: |
Design according to EN 60 204-1 |
||
| Consumption: | approx. 0.25 to 1 kVA | ||
| Compressed air connection value: | approx. 450 l/min. to 5 bar | ||
| Hose package length: | approx. 5 m | ||
| ELEVATOR | Automatic drum refilling station with agitator (0.18 kW), unregulated, with piston pump; Automatic drum refilling station with agitator (1.5 or 3 kW), regulated, with piston pump |
| SUPPLY TAP | Automatic drum refilling station with piston or diaphragm pump |
| BIG ELEVATOR | Automatic container refilling station with agitator (0.18 kW), unregulated, without pump; Automatic container refilling station with agitator (1.5 kW or 3 kW), regulated, without pump |
| FPS | Automatic drum pumping station (ram press) for 30 to 200 liter containers, with scoop piston pump as two column lifter |